
キャビテーション・エロージョン
キャビテーション壊食とは
液体中に発生した多数のキャビテーション(気泡)が材料表面近くでつぶれる際に損傷を与える現象。 液体が流れるあらゆる箇所に発生し、機器の性能低下や材料の破壊をもたらします。
例)
船のプロペラ、水車、ポンプ ・・・ 軸受、管路、ダムの吐出口 等
現象はわかっていますが、実はそのメカニズムは今日においても明らかにされていません。
しかしながら、弊社では次項の「藤木榮博士説」に基づき技術開発を進めてきました。
現在提唱されているキャビテーション壊食(エロ―ジョン)のメカニズムと弊社の対策につきましてご紹介致します。
藤木榮(※)博士説

水流(気流)が高速・高圧で流れる

母材にたわみが発生
たわんだ頂点が摩耗
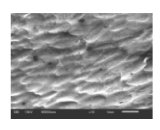
典型的なエロ―ジョン摩耗痕
※藤木榮博士プロフィール
1960年東京都立工業奨励館入庁。以来東京都立工業技術センター主任研究員。 東京都立産業技術研所主任研究員。2005年(独)産業技術総合研究所客員研究員 (地独)東京都立産業技術研究センター城南支所技術相談員。東京都エンジニアリングアドバイザー。 技術士・工学博士。主な研究は鉄鋼材料の疲労に関する研究(表面硬化含む)。鉄鋼材料の遅れ破壊に関する研究
衝撃波説

低圧のところで発生した気泡

高圧のところで急激につぶれる
気泡内部の蒸気や空気がエネルギーとして蓄積
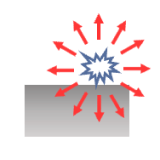
蓄積されたエネルギーが衝撃波として放出
その際の衝撃力で壊食が生じる
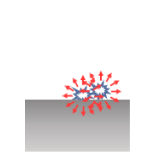
マイクロ・ジェット説

気泡は壁面から遠い方が早くつぶれる球形は崩れ変形する

変形が大きくなり壁面に向かうジェットが発生する
このジェットをマイクロ・ジェットといいます

壁面に衝突の際の高い圧力により壊食が発生
1975年頃まで最も有力な説
ウルトラ・ジェット説

壁面から遠い気泡が崩壊

衝撃波により壁面近傍の気泡に影響
近傍気泡が崩壊しウルトラ・ジェットが発生
元の衝撃波よりも高い衝撃圧が発生する事も
その他
【エロ―ジョン摩耗】
流体が材料表面に繰り返し衝突したり、衝撃を与えることにより、機械的な損傷を与えてその一部を脱落させていく現象。エルボ配管等でよく発生します。
流体により引き起こされる摩耗のことを総称してこう呼びますので、今回ご紹介したキャビテーション壊食もエロ―ジョン摩耗に含まれます。
【コロージョン】
錆び(腐食)のことです。エロ―ジョンと密接な関係があり、錆び(コロージョン)が発生したところをエロ―ジョンにより削り取られ、更にコロージョンが進む。と言うように相乗効果で摩耗が進行します。
弊社の技術顧問でもあられた故・藤木栄先生の説は液体・気体を問わず流体が摩耗を引き起こす際は同様の現象(摩耗痕)が見られる事から、弊社では「エロ―ジョン摩耗」に対する技術開発を進めてまいりました。
その結果、「エロ―ジョン対策」として多くの実績を積み上げてまいりました。
ダイクロンの特性として
密着力が高く剥がれにくく、表面硬さマイクロビッカース1000前後(HV1000前後)と比較的高いためそもそもエロ―ジョン摩耗対策には適した表面処理でした。
しかしながら、母材の塑性変形を伴う摩耗の場合、摩耗のきっかけとなる現象は母材に依存するためダイクロンだけでは十分な効果を発揮する事はできませんでした。
塑性変形がある場合
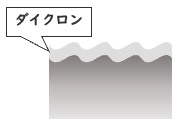
母材に追従しダイクロンも変形してしまう
摩耗のきっかけ、選択的にアタックを受ける
塑性変形がない場合

母材の塑性変形がなければダイクロン本来の性能が発揮され、エロ―ジョン摩耗対策に最適!
千代田第一工業がおススメする対策として
1.表面を平滑にして下さい。
表面状態は平滑である事が重要です。ピンホールや細かい凹凸がありますとそこに渦ができ摩耗につながる原因となります。
2.次に母材硬さの変更をご検討下さい。
母材のたわみを少なくすることが重要です。
オーステナイト系 ⇒ マルテンサイト系 に変更した事で寿命が大幅に伸びました。
3.その上で、表面処理のご検討をして下さい。
そもそも耐摩耗性、摺動摩耗性に優れるダイクロン処理はエロ―ジョン摩耗に最適です。
また、弊社には独自ノウハウがあり、エロ―ジョン摩耗に強い表面処理が可能です。
主な実績
ポンプケーシング、インペラー、ジェットポンプ、超音波振動子 等々。