
クロム(Cr)を利用した表面処理
クロム(Cr)を利用した表面処理の概要
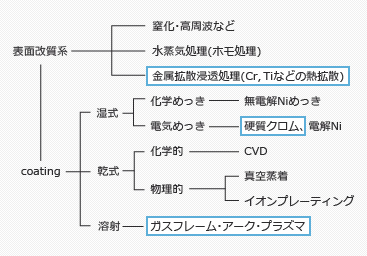
クロムはその優れた性能(外観、性能)から、表面処理としては、非常に多く採用されている金属元素であり、金属拡散処理、湿式めっき、溶射、などで、多く施工される。
クロムは、耐食性、摩耗性に富み、硬さも硬く、外観も光沢があることから、広く表面処理で利用される金属であり、その用途は多岐にわたる。
 図は整形します。
図は整形します。特に有名なモノに、上記湿式めっきの「硬質クロムめっき」があり、一般的に工業用クロムめっきと呼ばれる物である。その組成はJISで規定されており、技術的な優位性についての説明は日本硬質クロム工業会(HP)に譲る。
参考資料:硬質クロムめっきサージェント浴組成(標準浴)
クロム酸 250g/l
硫酸 2.5g/l
電着条件
浴温 40~60℃
電流密度 20~60 A/dm2
 図は整形します。
図は整形します。と規定されている。これらは、Hvで700という非常に硬い被膜を析出することができ、その上、摩擦係数も低いことから、非常に多くの分野で採用されている。 しかしながら、欧州から始まった規制物質に指定されたことから、その使用に制限が掛かっている場合が多く、注意が必要である。特に6価の電位を持ったイオンは非常に危険であり(金属になっている場合にはO価で安全)、3価のクロムイオンを使用しためっきも開発されており、まだまだ発展が期待されている。
参考資料:硬質クロムめっきサージェント浴組成(標準浴)
クロム酸 250g/l
硫酸 2.5g/l
電着条件
浴温 40~60℃
電流密度 20~60 A/dm2
参考資料(銀めっきの原理):めっき浴に直流の電源と電極{陽極(+極、アノード)と陰極(-極、カソード)}を設置し、強制的に電子をやり取りし、水溶液中に存在する金属イオンを析出させる。 陽極側は、電子が電源に向かって移動する為に陽極表面は水溶液中に溶け出すので、陽極材料は、一般的にはめっきしたい金属と同じ物を使用する(今回は銀)。 陰極側は、水溶液中の銀イオンは陰極へ向かって移動し、表面で電子を貰って金属の銀に還元され析出される為に、処理物である鉄板を使用する。
クロムとは?
原子番号 24
原子量 52.01
原子価 2,3,4,6,
密度 6.92(20℃)
結晶格子
α―Cr 体心立法 a=2.878 A
β―Cr 六方稠密 a=2.717 A c=4.418 A
γ―Cr Mn型 a=8.717 A
融点 1,800~1,950℃
沸点 2,200℃
電気比抵抗 17×10-6ohm.cm
熱膨張係数 6.2×10-6deg-1(20℃)
比熱 0.014cal/g・deg(-252.5℃),0.11cal/g・deg(20℃)
融解熱 75.6cal/g
蒸発熱 1470cal/g(沸点)
熱伝導率 0.16cal/cm・sec・deg(20℃)
比抵抗 18.9μΩcm(0℃)